

Used Lube Re-refining Technology
The process is highly efficient means of recovering the base oil from crankcase used lube oil by removing the water, degraded additives, wear metals and other contaminants.HGL process harvests HBO (FP >230oC and Colour 3) and LBO (FP >210oC and Colour 2) which matches the API Group I category.
The process is highly technical involving application of advanced thermal and mechanical principals without the use of acid and clay. Used oil is neutralised and filtered to remove the sludge. The de-sludged oil, depending on type of oil source, is then heated upto 300oC and atmospheric pressure to remove light ends which mainly consist of gas oil. The gas oil is consumed within the process to heat the used oil and thermic oil system.
Heavy oil is then processed through an advanced packed bed distillation plant. Distillation tower is equipped with a specially designed low cost structured packing which allows the tower to be operated at lower temperature to help prevent oil cracking. Instead of using wiped thin film evaporator a low cost non-mechanical intensified thin film evaporator to enhance base oil recovery around ~80%. Following distillation stage the base oil recovered is passed through a final conditioning stage for colour stability.
A superior quality asphalt modifier from the waste products is made by combining the vacuum unit bottom residue with solids from the desludging stage. The mixture is heated to remove water.
Typical utility consumption per ton of oil processed: Diesel: 50 litres; Water for Cooling: 130 litres; Caustic/Demulsifier/Chemical: 50-100 Litres; Electricity: 40 kW
The process does not pollute the environment and was shortlisted for oil and gas Global IChemE 2015 award. All gaseous streams are directed via caustic scrubbing stage to thermal oxidiser where they are combusted at more than 850oC and 2 second residence time making them completely benign release to the air. All water generated within the process is neutralised to acceptable limits to release into local sewers. The process does not generate any solid waste stream.
HGL also offers to treat and recycle other used oils such as marine oils, hydraulic oil etc. The process mainly consists of large oil water separators, solid removal centrifuges, Finex followed by dehydration for trace water removal. All wastes generated is appropriately treated and disposed of according to international environmental standards.
HGL process’ advanced features not only have lowered plant capital cost but also reduced significantly plant operating expenses thus offers an attractive return on investment. GET plant can be designed for capacity of 10000 tpa and above.The graph below shows estimated capital costs for various capacities of a GET Lube Technology re-refinery. The higher the capacity of the plant the less capital cost per ton used oil.
HGL base oil harvesting technology has been shortlisted on two occasions for IChemE global award in 2015 and 2020. Please find the technology presentation on the following link: https://youtu.be/3OA9qYxjMAc
Fuel Flexible Gasifier for Gas and Power Generation
Hybrid Gasification Ltd (HGL) offers a solid fuel gasifier for capacity upto 1000 kg/h with several key features such as: Adjustable air nozzles to cater range of solid fuels, rotary grate for smooth ash handling , inverted torch for tar reduction, induced draft gas flow for safe operation, spray scrubber and cartridge filter for gas conditioning
HGL gasifier has successfully operated using range of fuels such as: Wood, Rice husk, Coals,Dry clinical wastes, Shredded tyres, Cotton sticks, Coconut shells, Olive pips, Corn Cobs.
HGL gasifier is designed operator friendly can be employed for village electrification.
HGL gasifier can be containerised and therefore can be easily transported to recover energy from hazardous solid residues from industrial processes.
Gas Generation: 3 kg of solid fuel will produce syngas equivalent to 1 m3 of natural gas
Power Generation: Typically 1 kg of solid fuel will generate 1 kW of electricity and about 2 kW of low grade heat (depending on calorific value of fuel)
Gas is clean enough to feed in a dual fuel mode to diesel engines and can reduce upto 70% of diesel consumption. The engine exhaust gas can be used in adsorption cycle to run coolers.
Gas can be used directly for heat only application where needed.
The capital cost of basic unit for 100 kW is ~£0.2 million and 1000 kW is ~£1.5 million. The operating cost for gasifier is cost of fuel plus ~£0.01 per kW for maintenance and operation but varies from site to site.
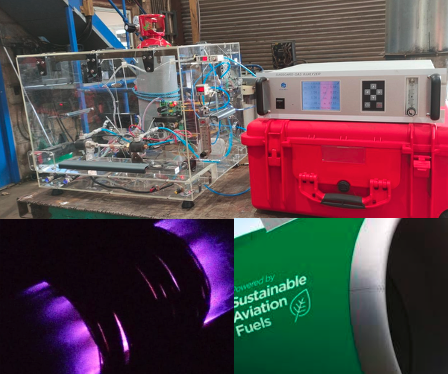
Non Thermal Plasma Catalytic Conversion of Syngas into SAF and Methanol
Syngas produced is converted into SAF, Bio methanol, and nano carbon using using Non-thermal Plasma Catalytic Converter. This include combination innovative DBD reactors and Gliding Arc Reactors. These reactors operate at close to ambient condition therefore fabrication costs are relatively cheaoer than conventional Fischer Tropsch. These are exothermal processes therefore enhances overall energy efficiency of the process plant thus further reduces the carbon footprint of the facility.

PyroPlus
PyroPlus is a high temperature biomass/sludge to hydrogen generation process. PyroPlus is an electrically heated gasifier system which means it provides easier and precise temperature control as compared to other forms of heating. The process consists of a novel combination of electrically heated fast torrefaction, high temperature pyrolysis stage using to generate hydrogen laden syngas and in situ catalytic reformation of higher hydrocarbon. The system operates slightly above ambient pressure (50 mbarg) in the absence of ambient oxygen (air). The produced gas composition can vary with the feed biomass composition and system operating temperature. Plant is designed to tolerate high iron or low ash fusion temperature metal compounds and fibre biosolids by using electrically controlled heating zones.